-
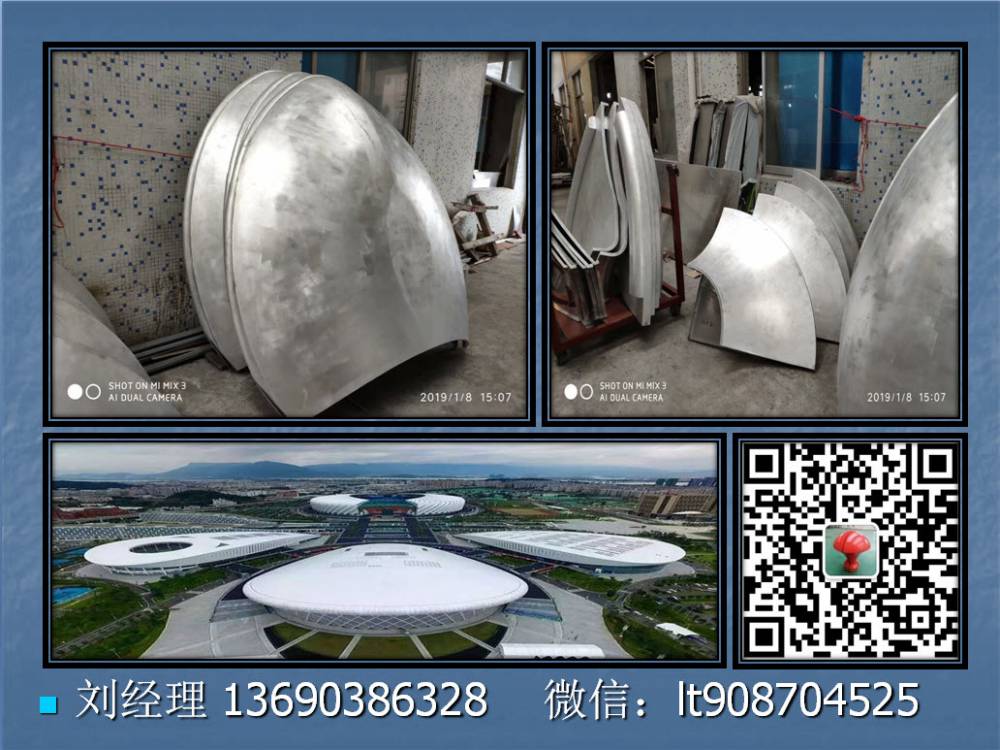
║ŽĮ┼Ų╠¢(h©żo)Ż║
3003
-
╔·«a(ch©Żn)╣ż╦ćŻ║
Ųż└Ł
-
ĀŅæB(t©żi)Ż║
0
-
ķL(zh©Żng)Č╚Ż║
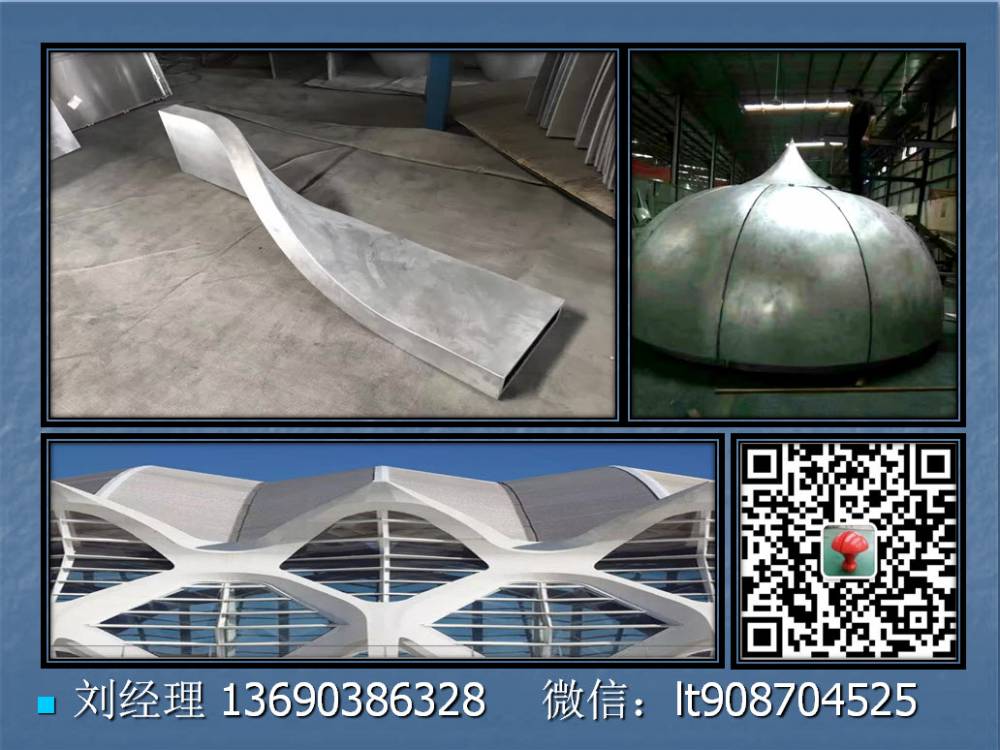
6000mm
-
īÆČ╚Ż║
2000mm
-
║±Č╚Ż║
2-6mm
-
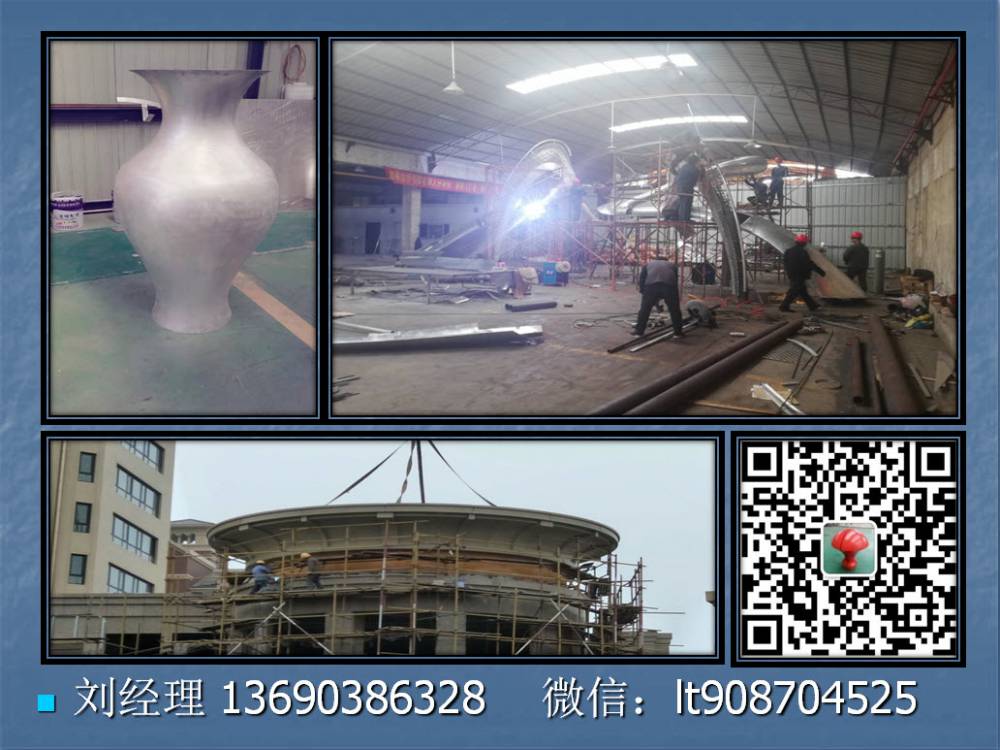
ė├═ŠŻ║
Į©ų■čb’Ś

ļpŪ·õXå╬░Õ└Łą╬ār(ji©ż)Ė±
ār(ji©ż)Ė±
650 į¬/ŲĮĘĮ├ū
- å╬ār(ji©ż)Ż║ļŖūh
- ūŅąĪŲėå┴┐Ż║ 100ŲĮĘĮ├ū
- ╦∙į┌ĄžŻ║ÅV¢| Ę╔Į
- ╣®žø┐é┴┐Ż║ 25810ŲĮĘĮ├ū
- ░l(f©Ī)▓╝Ģr(sh©¬)ķgŻ║2020-03-03